简体中文
简体中文 Español
Español English
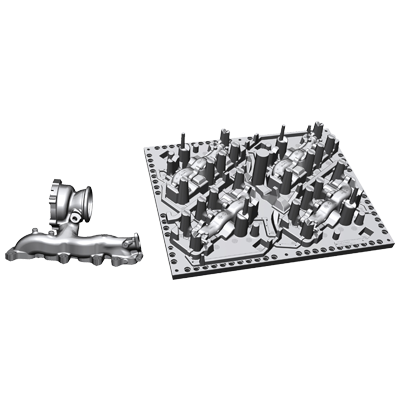
EnglishВ кастинговой отрасли контроль температуры расплавленного металла является одним из ключевых факторов, обеспечивающих качество литья. Температура плавления литого алюминиевого сплава, как правило, составляет от 600 ° C до 700 ° C, в то время как температура плавления чугуна составляет от 1200 ° C до 1400 ° C. Чтобы гарантировать, что металл может плавно перетекать в детали формы, температура расплавленного металла должна сохраняться в относительно постоянном диапазоне. Слишком высокая температура может привести к тому, что пузырьки образуют дефекты, такие как поры во время потока металла, в то время как слишком низкая температура вызовет недостаточную текучесть металла, что повлияет на эффект литья.
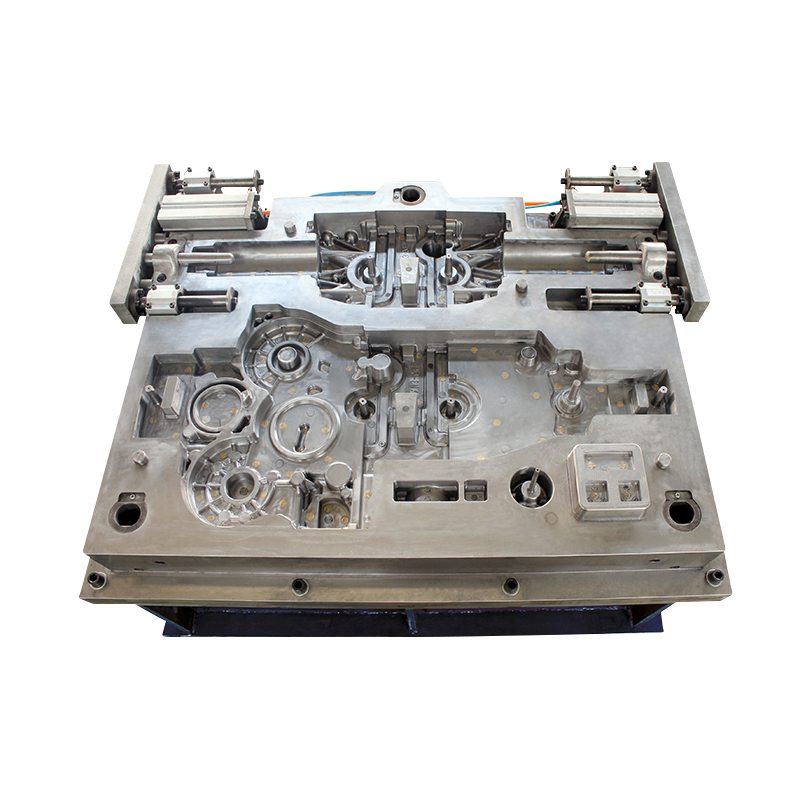
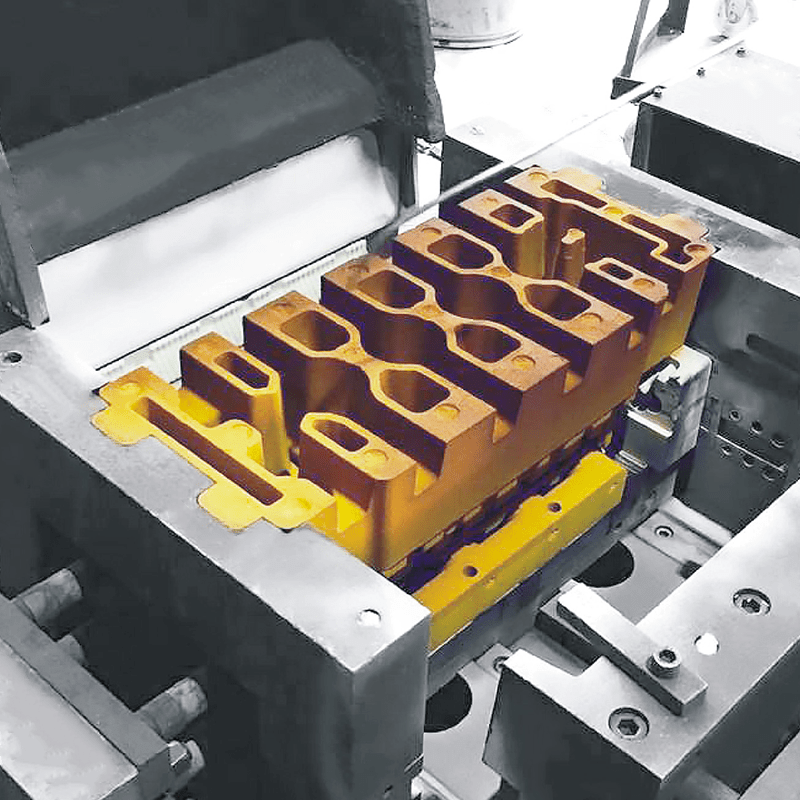
Контроль температуры Цилиндровый блок плесень также важно. Температура формы напрямую влияет на скорость охлаждения металла и конечное качество литья. Чтобы достичь идеального эффекта литья, температура пресс -формы должна сохраняться на соответствующем уровне. Слишком высокая температура формы вызовет неравномерное охлаждение металла, что может вызвать трещины и деформацию; В то время как слишком низкая температура формы может привести к тому, что металл слишком быстро затвердевает и не может полностью заполнить детали формы. Следовательно, разумная конструкция системы охлаждения является ключом к достижению контроля температуры формы.
Конструкция системы охлаждения должна полностью рассмотреть планировку охлаждающих каналов в форме. Обычно вода или другие охлаждающие жидкости циркулируются в форме, чтобы эффективно удалить избыточное тепло. Поток и расположение каналов охлаждения должны быть точно рассчитаны, чтобы обеспечить равномерное охлаждение плесени. Благодаря разумной конструкции системы охлаждения температура плесени может быть эффективно снижена, чтобы избежать дефектов литья, вызванных неравномерной температурой. Кроме того, температура и скорость потока охлаждающей жидкости также необходимо контролировать в режиме реального времени, чтобы их можно было динамически скорректировать в соответствии с потребностями процесса литья.
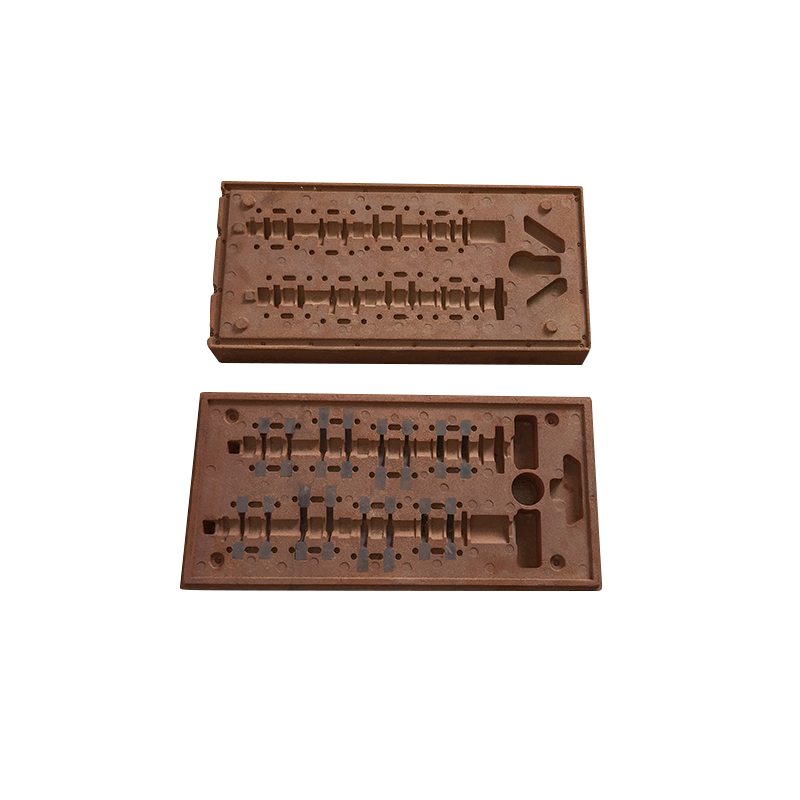
В процессе производства плесени выбор материала оказывает важное влияние на контроль температуры. Теплопроводность материала плесени непосредственно определяет его пропускную способность рассеивания тепла. Материалы с более высокой теплопроводности могут быстрее провести тепло, тем самым достигая более эффективного контроля температуры. Обычно используемые материалы для плесени включают чугун, сплав и алюминиевый сплав. Инженеры должны полностью рассмотреть свою теплопроводность и термостойкость при выборе материалов, чтобы обеспечить, чтобы плесень могла адаптироваться к требованиям высокотемпературного процесса литья.
Поверхностная обработка формы также оказывает значительное влияние на контроль температуры. Посчитывая или покрывая поверхность плесени, износостойкость и коррозионная стойкость формы могут быть улучшены, одновременно улучшая ее теплопроводность. Хорошая обработка поверхности может не только уменьшить трение между расплавленным металлом и поверхностью плесени, но и улучшить текучесть металла, тем самым достигая лучшего эффекта литья. Во время фазы проектирования плесени инженеры должны рассмотреть процесс обработки поверхности, чтобы обеспечить, чтобы плесень могла поддерживать стабильную температуру во время процесса литья.