简体中文
简体中文 Español
Español English
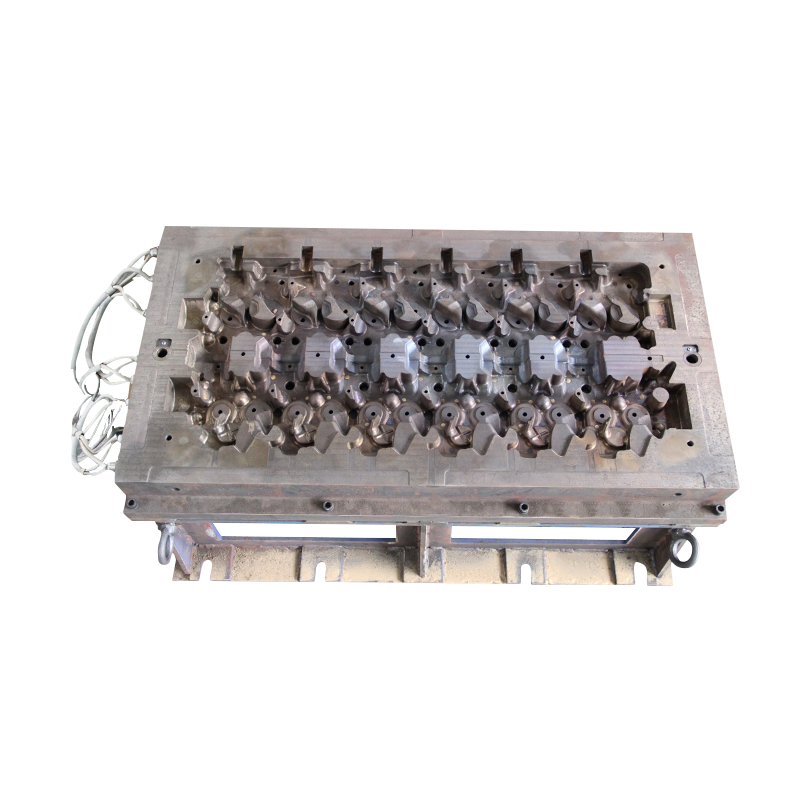
EnglishВ автомобильной промышленной отрасли производительность Автоплект непосредственно влияет на качество деталей и эффективность производства. Среди них прилипание плесени является обычным и трудным для решения технической проблемы. Прилипание плесени не только вызывает поверхностные дефекты деталей, влияет на внешний вид и функцию продукта, но также может вызвать повреждение плесени и увеличить последующие затраты на техническое обслуживание и замену. Следовательно, углубленные исследования по причинам прилипания плесени и ее решений имеют решающее значение для повышения эффективности производства и качества продукции.
Причины прилипания плесени являются сложными и разнообразными, в основном включающие такие факторы, как чрезмерная шероховатость поверхности плесени, недостаточная смазка, неправильный контроль температуры, сильная адгезия пластиковых материалов и необоснованные параметры процесса литья. При решении проблем с прилипкой плесени научные решения должны быть взяты из проектирования плесени, выбора материалов, управления процессами, управления смазкой и обслуживания плесени для обеспечения плавного прогресса производственного процесса и устойчивого улучшения качества продукта.
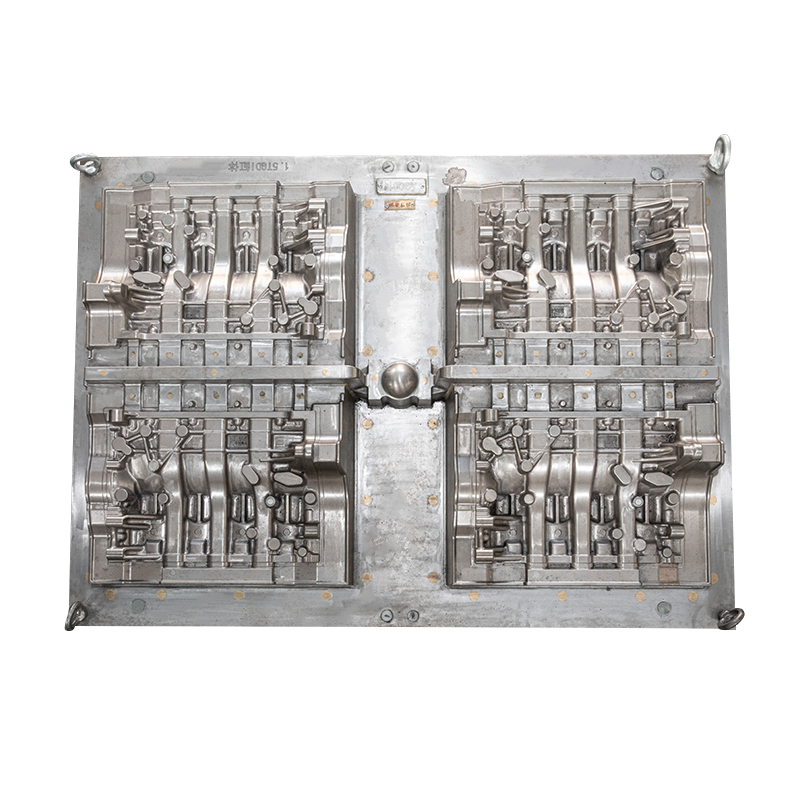
В процессе проектирования плесени научная структурная конструкция и обработка поверхности являются основой для предотвращения прилипания плесени. В процессе проектирования площадь прямого контакта между плесенью и пластиковым материалом должна быть сведена к минимуму, а разумная конструкция поверхности, разбей, должна быть принята, чтобы гарантировать, что линия расставания плесени не имеет гладкой и не имеет острых углов или мертвых углов, чтобы избежать прилипания плесени, вызванной концентрацией напряжений и локальным перегревом. Кроме того, поверхность плесени должна быть спроектирована с разумными выхлопными канавками и выхлопными отверстиями, чтобы гарантировать, что газ можно плавно разряжаться во время процесса литья, тем самым уменьшая проблему прилипания, вызванную задержкой газа. С точки зрения обработки поверхности высококачественная технология полировки используется, чтобы заставить поверхность плесени достичь зеркального эффекта, уменьшить шероховатость поверхности и, таким образом, уменьшить адгезию между пластиком и плесенью. Для участков, которые склонны к прилипанию, вы можете рассмотреть возможность применения слоя анти-грилевого покрытия на поверхность плесени или использование специальных анти-грилевых материалов для дальнейшего снижения вероятности адгезии.
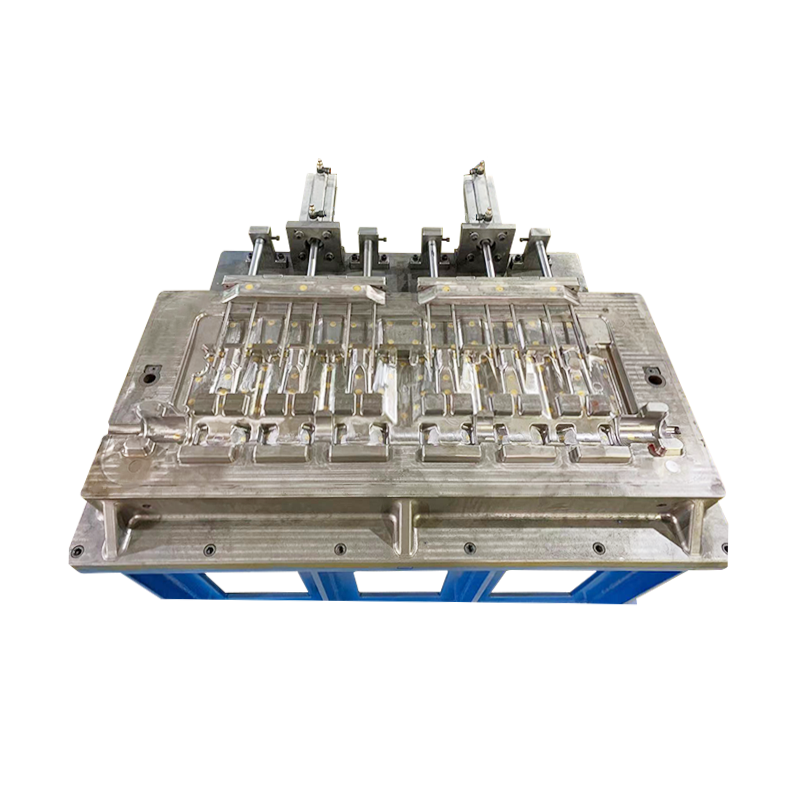
Выбор материала является одним из ключевых факторов в решении проблемы прилипания. При выборе материалов для плесени материалы для стали или сплава с низкой адгезией, высокая температурная устойчивость и износостойкость должны быть приоритетом, а также следует обратить внимание на их теплопроводность и коррозионная стойкость. Для пластиковых материалов подходящие смазочные материалы или агенты высвобождения должны быть выбраны в соответствии с характеристиками материала плесени, чтобы обеспечить превосходную смазку и термостойкость. В практических приложениях особенно важно выбрать агента релиза, который соответствует требованиям процесса. Высококачественные выбросы могут образовывать тонкую пленку на поверхности плесени, эффективно уменьшая прямой контакт между пластиком и плесенью, тем самым снижая частоту прилипания. При использовании обязательно убедитесь, что агент освобождения равномерно применяется, чтобы избежать неравномерного покрытия или отсутствующих областей, чтобы не влиять на эффект демонтажа.
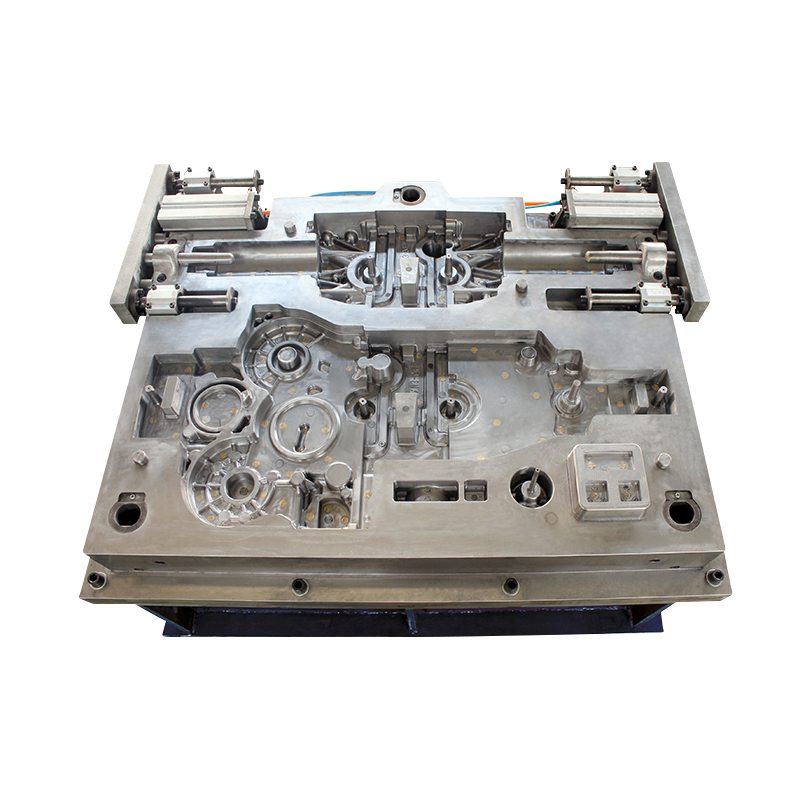
Управление смазкой является одной из важных мер по борьбе с прилипкой плесени. Во время процесса литья под давлением разумное применение смазочных материалов может значительно снизить коэффициент трения между плесенью и пластиком, тем самым уменьшая явление адгезии. Выбор смазок должен основываться на конкретных требованиях пластикового материала и процесса пресс -формы и выбора смазков с хорошим высокотемпературным сопротивлением, стабильной производительности смазки и никакого влияния на качество деталей. Смазка должна применяться равномерно, чтобы избежать локальной чрезмерной толщины или тонкости, чтобы обеспечить непрерывность и стабильность смазывающего слоя. Во время производственного процесса регулярно проверяйте влияние смазки, пополняйте или заменяйте ее вовремя, чтобы поддерживать непрерывность эффекта смазки. Кроме того, разумная регулировка температуры формования, давления и скорости охлаждения также может эффективно снизить риск прилипания плесени и избежать проблем с адгезией, вызванных перегревом или переохлаждением поверхности плесени.