简体中文
简体中文 Español
Español English
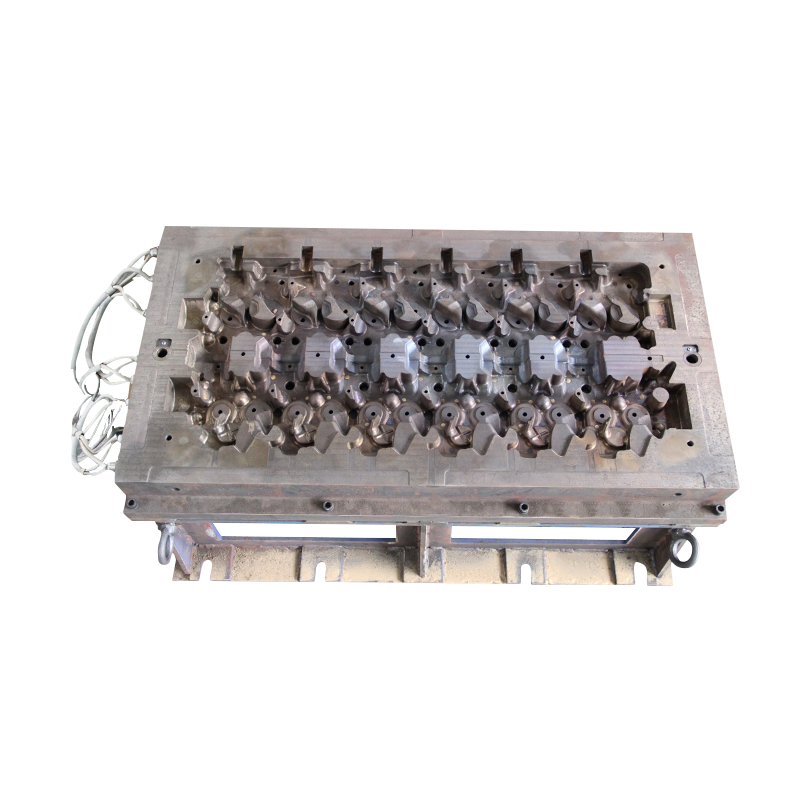
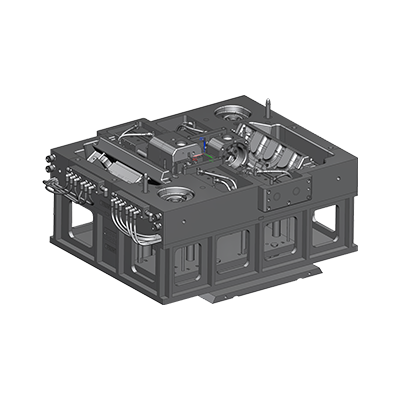
English Гаджет-бегун Пресс-форма головки цилиндра является важным элементом в дизайне плесени и играет решающую роль в первоклассном формовании и производительности головки блока цилиндров. Устройство бегуна состоит из компонентов, а также ворот, каналов подачи и внутренних каналов охлаждения. Бегунок пресс-формы головки блока цилиндров можно определить в элементе ниже.
Ворота
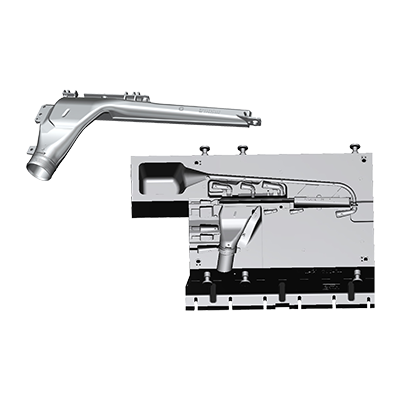
Заслонка является входом в литниковое устройство и используется для подачи расплавленного металла в полость формы. Компоновка шибера напрямую связана со скоростью заливки и однородностью металла, а также с исключительной поверхностью самой последней головки блока цилиндров. Общие типы ворот включают факторные ворота, линейные ворота и поверхностные ворота. Выбор подходящего типа ворот требует учитывать геометрию головки блока цилиндров и плавучесть стали.
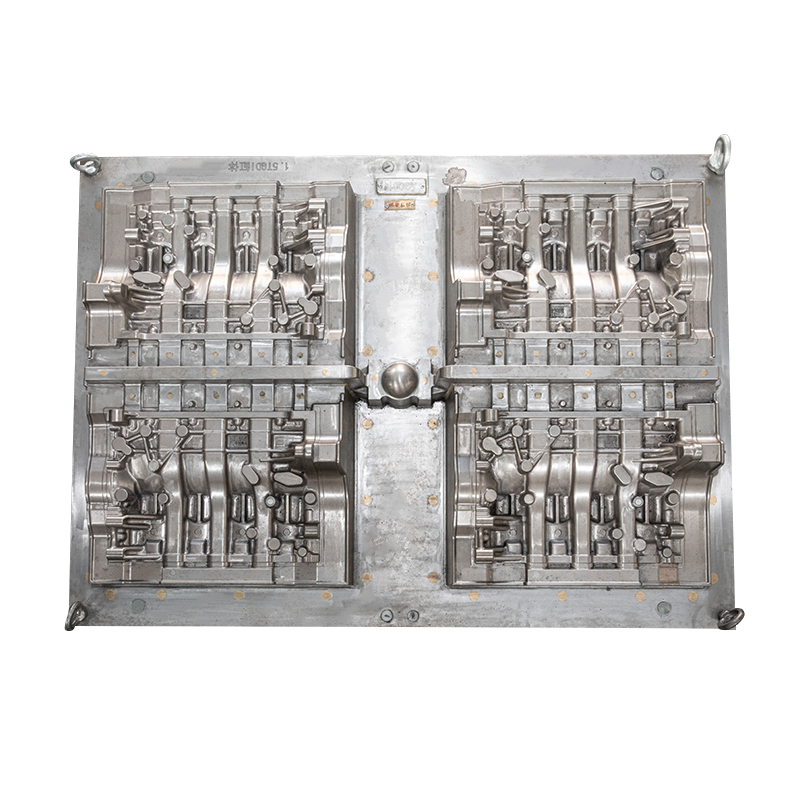
бегуны
Канал подачи представляет собой канальное устройство, идущее от литника к ручному расплавленному металлу от литника к многочисленным компонентам формы. Его планировка напоминает скорость скольжения стали, направление потока и меры по предотвращению образования пузырьков воздуха и затвердевания металла. Правильно спроектированный канал подачи может гарантировать, что сталь легко заполнит все пустое пространство формы и позволит избежать дефектов.
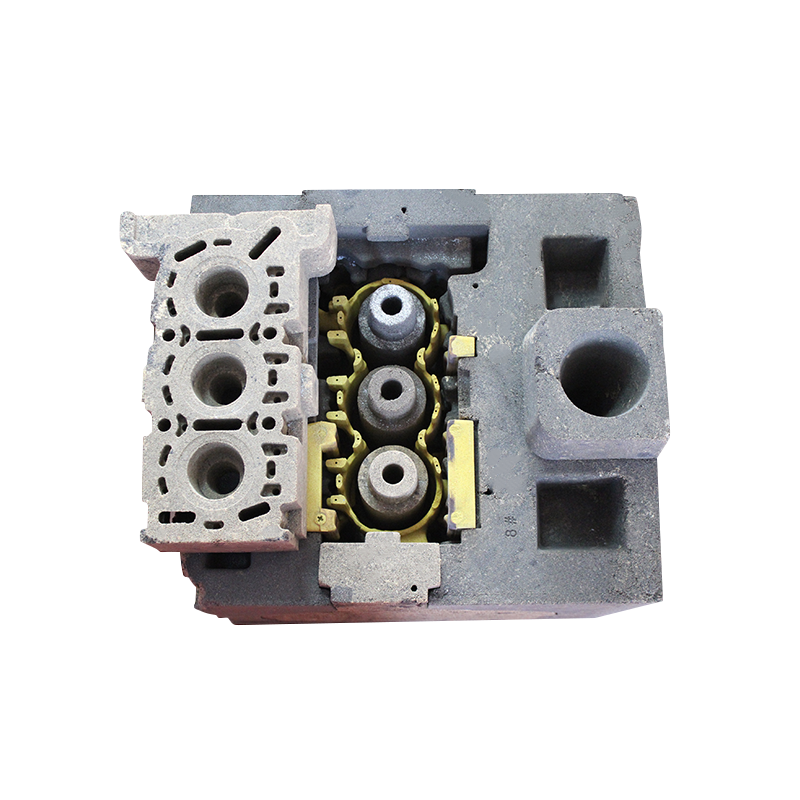
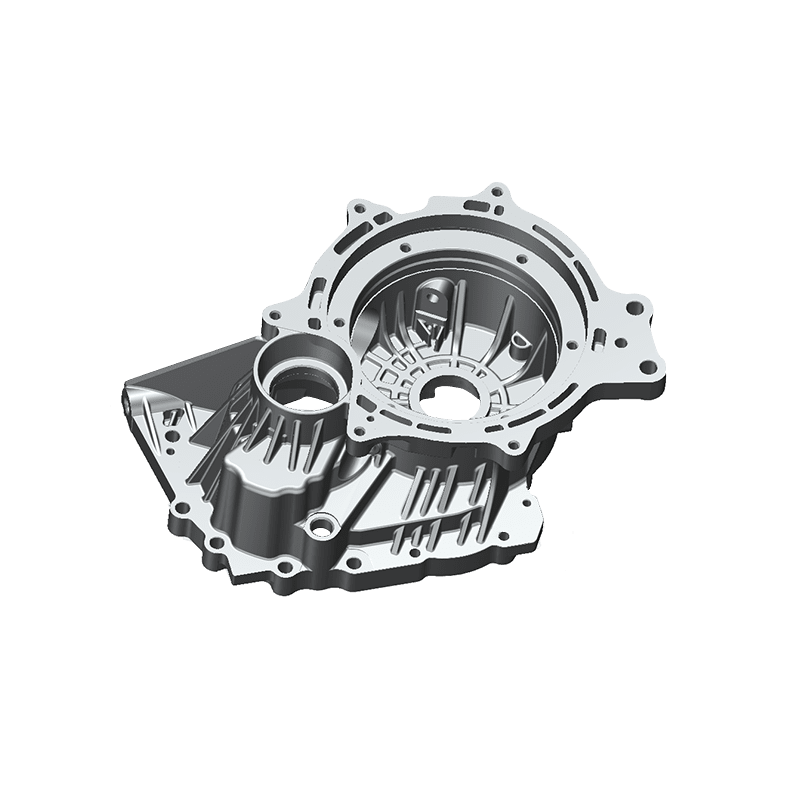
Внутренние каналы охлаждения
Внутренний канал охлаждения представляет собой устройство водяного канала в форме, используемое для контроля температуры формы. Во время процедуры формования головки блока цилиндров форма может опуститься из-за чрезмерной температуры и чрезмерного напряжения. Чтобы избежать деформации плесени и продлить жизнь плесени, внутренние охлаждающие каналы играют ключевую роль. Эти каналы могут обходить воду или другие охлаждающие среды, чтобы помочь быстро снизить температуру формы и повысить эффективность и удобство формования головки блока цилиндров.
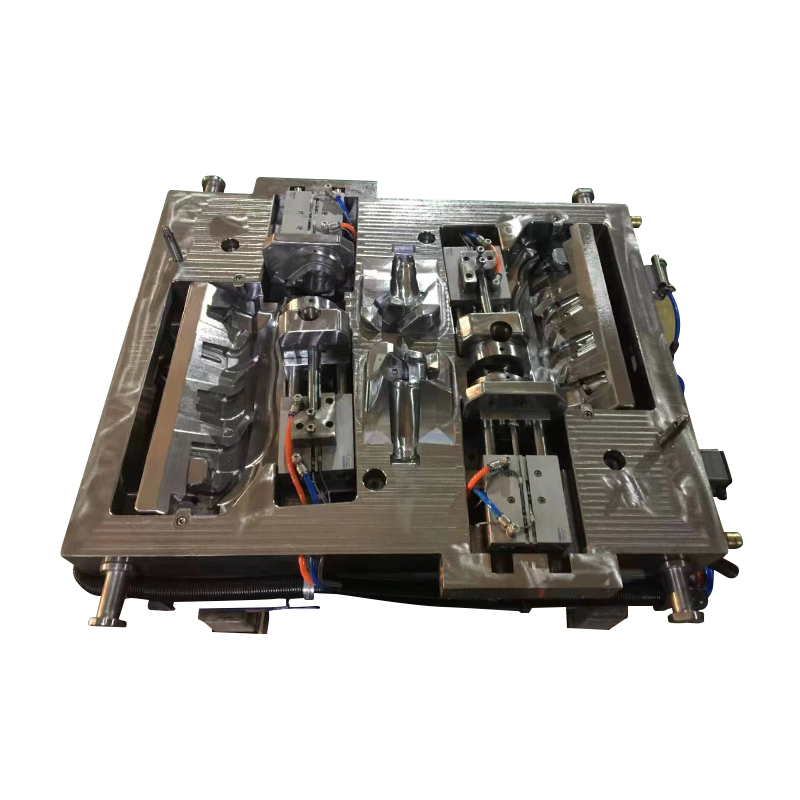
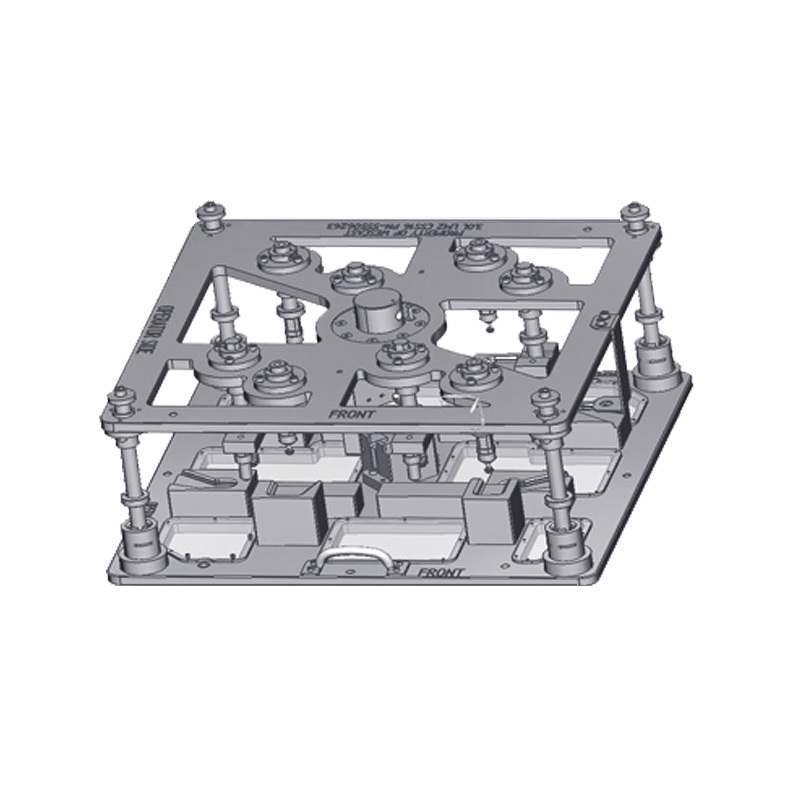
Управление температурой
Управление температурой в литнике имеет решающее значение для всей процедуры формования. Система направляющих должна быть умеренно спроектирована, полностью основываясь на геометрии головки блока цилиндров, коэффициенте плавления стали и других элементах. Регулируя размер и форму литников и каналов подачи, а также оптимизируя расположение охлаждающих каналов, можно обеспечить определенный контроль соответствия металла потоку и способу затвердевания.