简体中文
简体中文 Español
Español English
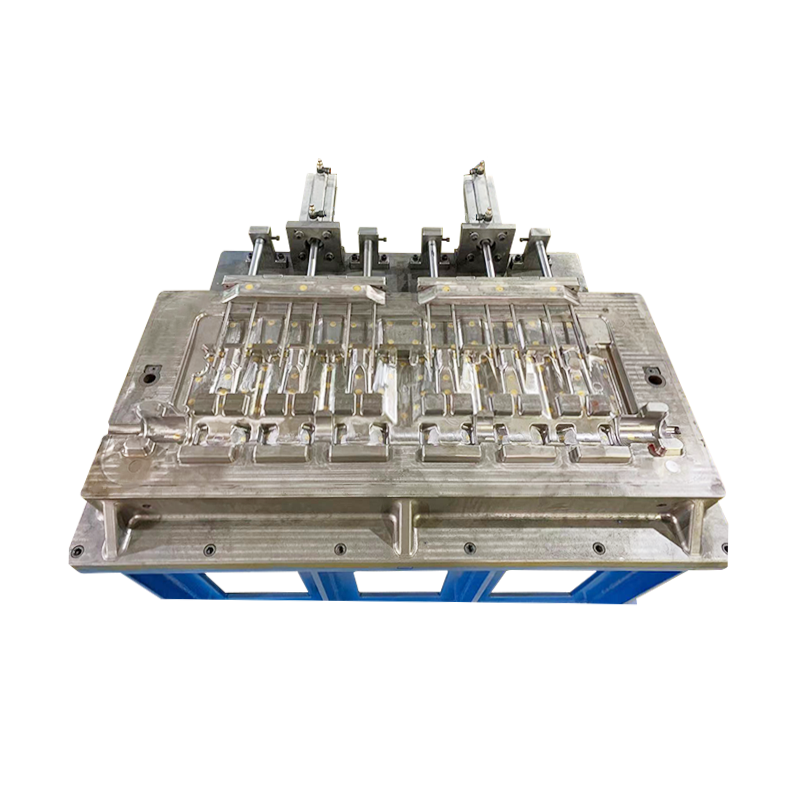
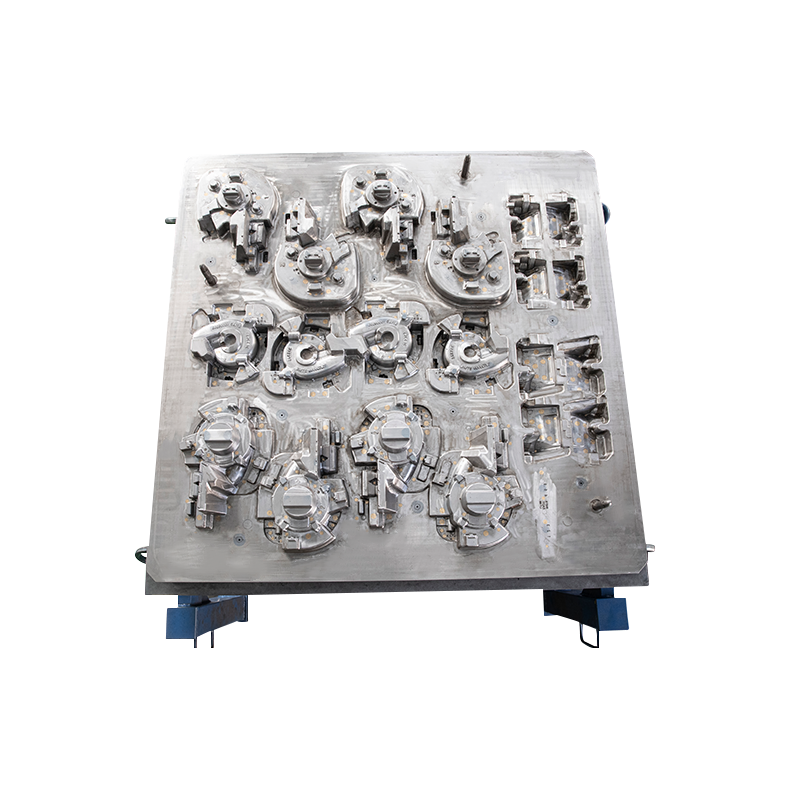
English Матрица для пуансона — это аксессуар, соответствующий пуансону. Заготовка подвергается пластической деформации под совместным действием удара пуансона и сопротивления штампа до завершения процесса обработки. Штамповочная матрица является неотъемлемой частью процесса штамповки. Процесс штамповки состоит из форм, штамповочного оборудования и штамповочных материалов. Три элемента штамповочной обработки, только когда они комбинируются друг с другом, можно получить штампованные детали. Срок службы пуансона с ЧПУ зависит от разумной конструкции штампа, высокой точности изготовления, хорошего эффекта термообработки, правильного выбора пуансонов и точности установки пуансонов. Нельзя игнорировать правильное использование, техническое обслуживание и уход за матрицей. Ссылка на сайт.
(1) Грязь должна быть удалена перед установкой и использованием формы, а направляющая втулка формы и форма должны быть строго проверены на наличие хорошей смазки.
(2) Регулярно проверяйте поворотный стол пробивного пресса и основание для установки пресс-формы, чтобы обеспечить соосную точность верхнего и нижнего поворотных столов.
(3) Установите выпуклую и вогнутую формы на поворотный стол в соответствии с процедурой установки формы, чтобы убедиться, что направление выпуклой и вогнутой форм соответствует. В частности, пресс-формы с требованиями к ориентации должны быть осторожны, чтобы предотвратить неправильную или обратную установку.
(4) После установки формы проверьте, правильно ли затянуты крепежные винты основания для установки формы.
(5) Когда пуансон и кромка пуансона изнашиваются, заточку следует вовремя остановить, иначе это приведет к быстрому износу кромки пуансона, ускорению износа матрицы и снижению качества пуансона. и жизнь умирает.
(6) Должна быть резервная копия стандартных пресс-форм, используемых в массовом производстве, чтобы производство можно было чередовать для обеспечения производственных потребностей.
(7) Штамповщики должны использовать более мягкий металл для изготовления рабочих инструментов при установке пресс-формы, чтобы предотвратить повреждение пресс-формы при ударах или разбивании в процессе установки.
(8) С пресс-формой следует обращаться осторожно во время транспортировки, не допускается засорение во избежание повреждения режущей кромки и направляющей пресс-формы.
(9) После использования форму следует вовремя вернуть в указанное положение и обработать маслом и предотвратить ржавчину.
(10) Чтобы обеспечить срок службы пресс-формы, необходимо регулярно заменять пружину пресс-формы, чтобы усталостное повреждение пружины не влияло на использование пресс-формы.
(11) При штамповке и волочении металлов факторами, влияющими на производительность штамповки и волочения, являются, грубо говоря, точность штамповочного оборудования, рациональность конструкции пресс-формы, качество штампа для штамповки и производительность штамповочного масла. .