简体中文
简体中文 Español
Español English
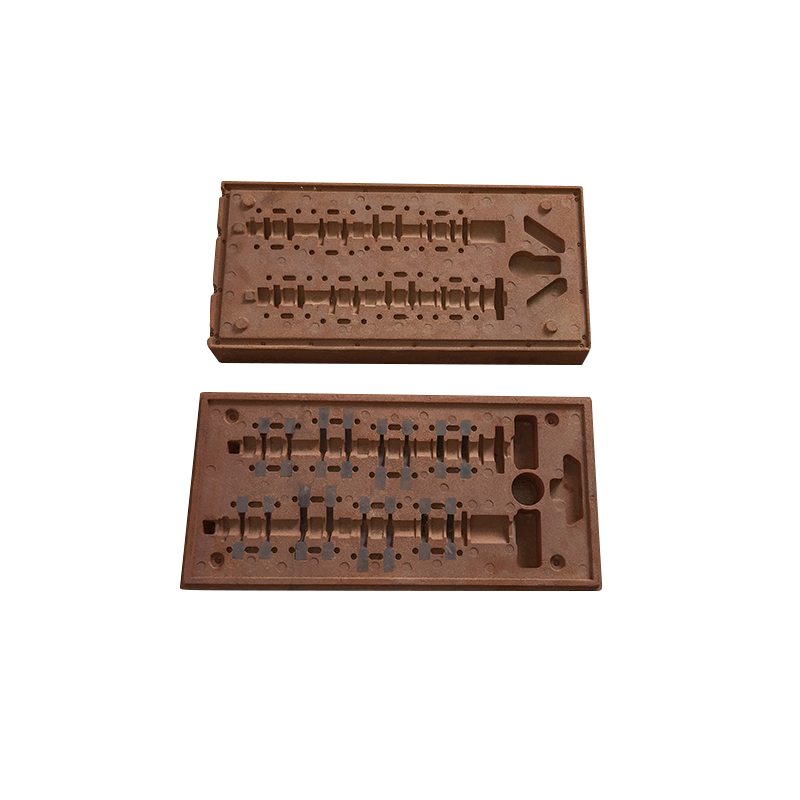
English Деформация головки цилиндров приведет к утечке моторного масла, утечке воды и воздуха, белому дыму, синему дыму, обратному огню, затрудненному запуску, падению мощности, увеличению расхода топлива и ненормальному увеличению шума.
1. Причины деформации ГБЦ
Момент и способ затяжки болтов крепления головки блока цилиндров не соответствуют техническим условиям.
Момент и способ затяжки болтов крепления головки блока цилиндров не соответствуют техническим условиям.
Гильза цилиндра находится слишком высоко над верхней плоскостью блока цилиндров, или высота каждой гильзы цилиндра различна, или момент затяжки болтов головки цилиндров неравномерен, что приводит к искривлению и деформации головки цилиндров.
Поверхность блока цилиндров неровная, что приводит к деформации головки цилиндров вместе с блоком цилиндров после нагрева.
Материал головки блока цилиндров не соответствует требованиям, а степень деформации после нагрева велика.
2. Способ устранения деформации ГБЦ
Ключом к предотвращению деформации головки блока цилиндров является то, что процесс разборки и сборки при капитальном ремонте двигателя должен соответствовать спецификациям, а во-вторых, обеспечить соответствующую рабочую температуру двигателя.
После перекоса и деформации плоскости ГБЦ для ее ремонта обычно применяют следующие методы.
Местный предварительный подогрев и коррекция давления в сочетании с лопатой для обрезки плоскости. Когда деформация деформации плоскости головки блока цилиндров превышает указанное значение, головка блока цилиндров может быть помещена на специальную пластину, а между двумя концами цилиндра помещается прокладка толщиной примерно в четыре раза больше величины деформации. плоскость головки и пластину так, чтобы середина плоскости головки цилиндров была подвешена. . После сгорания затяните болты и предварительно нагрейте середину головки блока цилиндров горелкой, чтобы температура достигла 300~400℃. Продолжайте давить, чтобы средняя часть совпала с опорной плоскостью, ударьте молотком по ребру усиления головки цилиндров 2–3 раза и дайте ему постоять около 5 минут. Переместите прижимную пластину к двум концам головки блока цилиндров на 1/3 полной длины и постучите по ним соответственно. Постояв некоторое время, ослабьте прижимное устройство и выньте головку блока цилиндров, чтобы проверить правильность положения. Если он не соответствует техническим требованиям, его можно совместить с лопатой для обрезки плоскости. Можно также использовать метод плоского фрезерования. Поместите головку блока цилиндров на опорную раму, откорректируйте уровень и затяните ее, а затем выберите спецификацию фрезерования для фрезерования.
Выпуклость возле отверстия под болт можно отшлифовать масляным камнем, мелким шлифовальным кругом или сгладить напильником.