简体中文
简体中文 Español
Español English
English(1) Когда экструдированную заготовку помещают в форму, заготовку не следует охлаждать слишком быстро, чтобы избежать снижения пластичности и повышения сопротивления деформации; в то же время избегайте чрезмерной разницы температур между поверхностью заготовки и центральным слоем, чтобы предотвратить дефект экструзии из-за неравномерной деформации или повреждения формы.
(2) Уменьшите разницу температур между формой и заготовкой и избегайте быстрого повышения температуры поверхности формы, что приведет к слишком большой внутренней разнице температур формы и создаст большое внутреннее напряжение, чтобы снизить риск повреждения пресс-формы при ее работе.
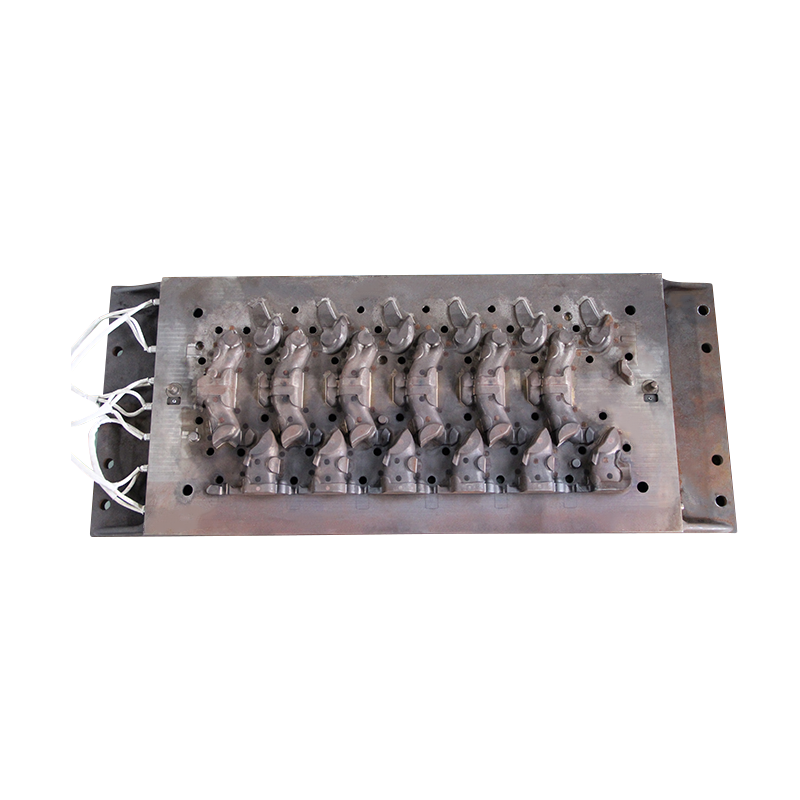
Конкретный метод предварительного нагрева формы заключается в установке на форму специального нагревателя сопротивления, использовании паяльной лампы или размещении блока из красного железа на форме для предварительного нагрева. Температура предварительного нагрева зависит от температуры заготовки для экструзии.
Кроме того, в непрерывном процессе изготовления кристаллизатора из-за длительного контакта с заготовкой, превышающей ее собственную температуру, температура выпуклой и вогнутой кристаллизаторов продолжает повышаться, а прочность и твердость резко падают, что влияет на срок службы формы. В то же время под действием высоких экструзионных напряжений форма после повышения температуры более склонна к деформации, что серьезно влияет на форму и точность размеров прессованной детали. Следовательно, в конструкции пресс-формы следует предусмотреть установку охлаждающего устройства или постоянное использование ручных методов охлаждения для поддержания температуры пресс-формы в диапазоне 150-300°C.
В мелкосерийном производстве сжатый воздух может использоваться для охлаждения рабочих деталей, таких как выпуклые и вогнутые формы, после каждой формовки или для увеличения временного интервала горячей штамповки.
В крупносерийном производстве должны быть приняты специальные меры для обеспечения стабильной температуры формы в пределах диапазона температур предварительного нагрева. Конкретные четыре меры заключаются в следующем.
(1) При использовании механического пресса для непрерывного производства количество ходов в единицу времени можно соответствующим образом отрегулировать, чтобы обеспечить достаточное время для охлаждения формы.
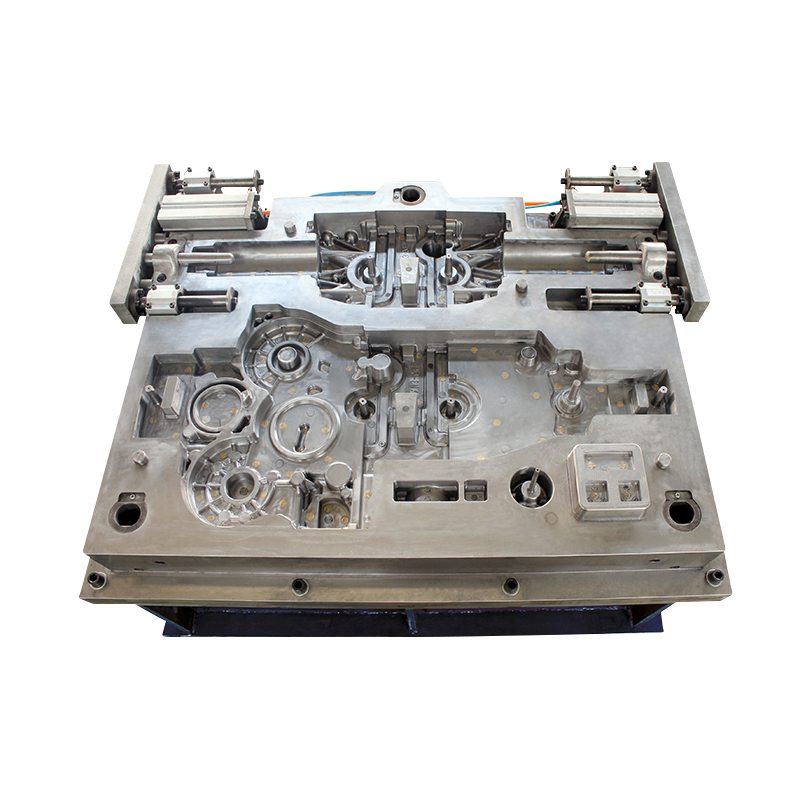
(2) Откройте отверстия в пресс-форме для улучшения внутреннего охлаждения. Например, используйте насос для подачи смазки под давлением 0,12~0,14 МПа в поры формы для выдоха для охлаждения выпуклой формы и давления вдува 0,4~0,5 МПа в вогнутую форму. Сжатый воздух для охлаждения матрицы и эжектора.
(3) При распылительном охлаждении формы основное внимание уделяется месту, где смазка не может течь из-за быстрого испарения воды.
(4) Пресс-форма оснащена устройством водяного охлаждения.