简体中文
简体中文 Español
Español English
English
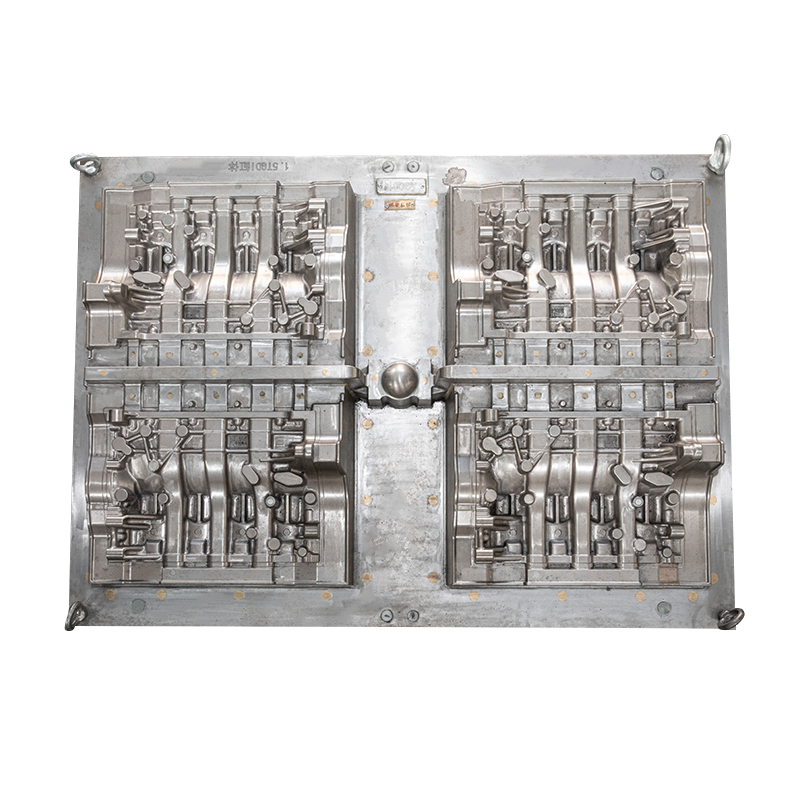
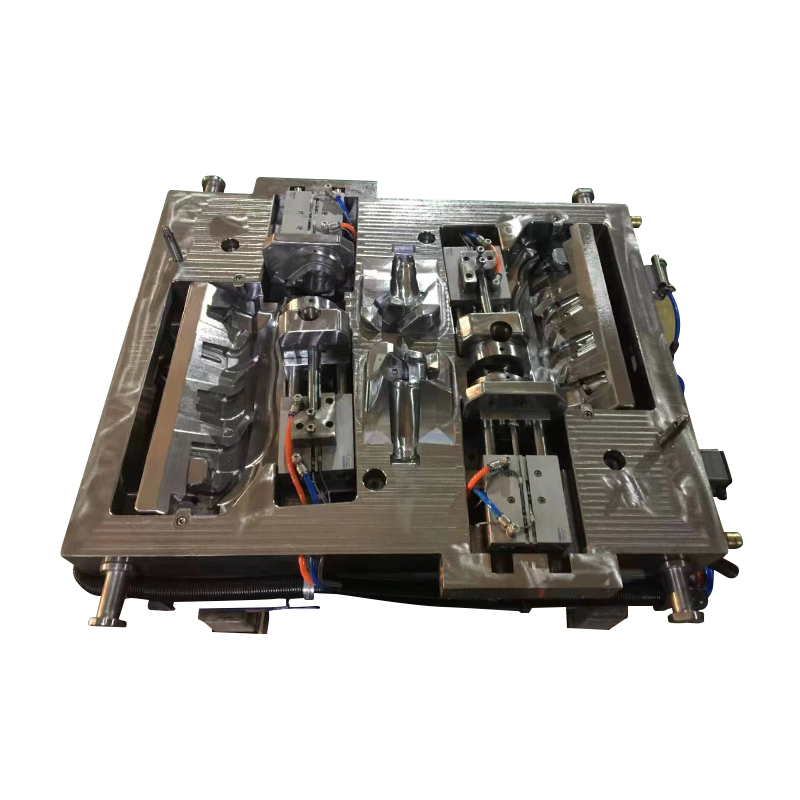
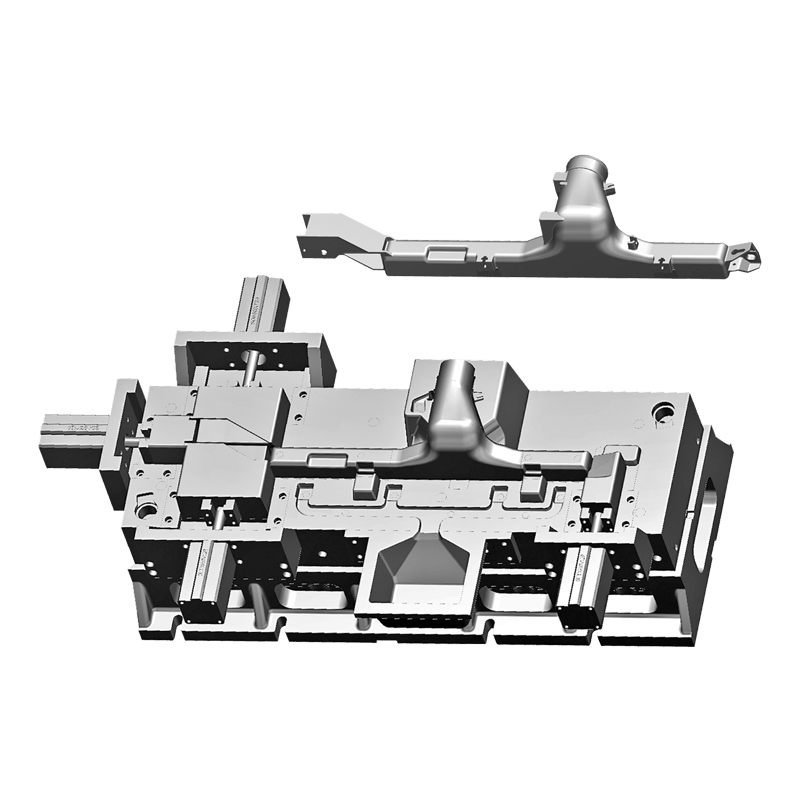
Штампованные детали на кузове автомобиля можно условно разделить на детали крышки, балочные детали и общие штампованные детали. Деталями штамповки, которые могут четко выразить характеристики образа автомобиля, являются детали чехла автомобиля. Таким образом, автомобильный штамп, на который ссылается Гарт, можно назвать «штамповочным штампом для автомобильных крышек». Называется автомобильной панелью. Например, штамп для обрезки наружной панели передней двери, штамп для штамповки внутренней панели передней двери и т. д.
Конечно, на кузове автомобиля есть не только штампованные детали. Все штампы для штамповки автомобилей называются «автоштамповками». В итоге:
1. Автомобильная пресс-форма — это общее название пресс-форм, используемых для изготовления всех частей автомобилей.
2. Автомобильные штампы используются для штамповки всех штамповочных деталей автомобилей.
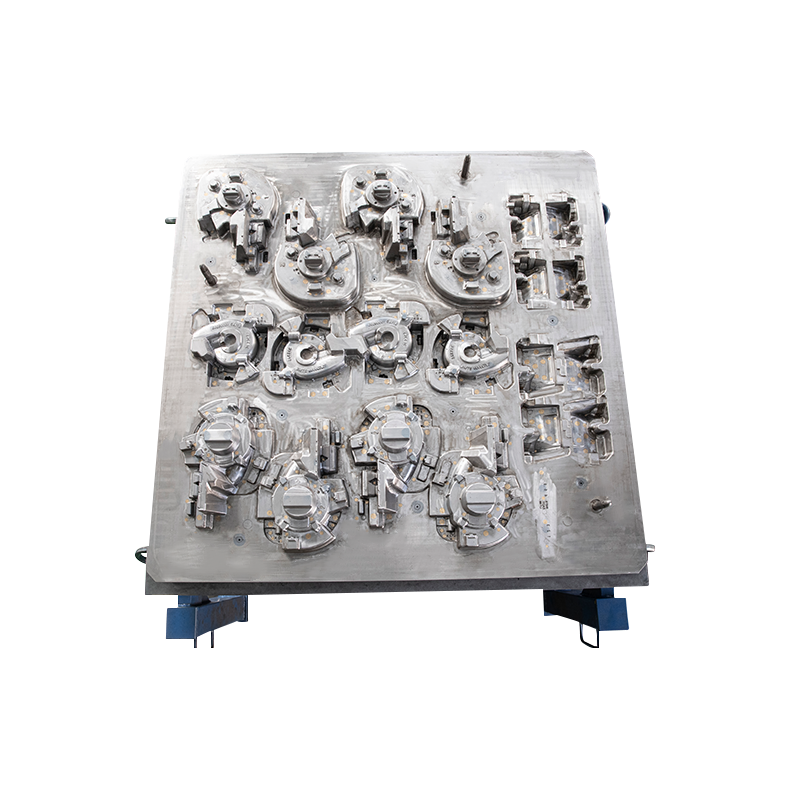
3. Штамповка для штамповки кузова автомобиля предназначена для штамповки всех штамповочных деталей на кузове автомобиля.
4. Пресс-форма для штамповки автомобильных крышек предназначена для штамповки всех деталей крышек на кузове автомобиля.
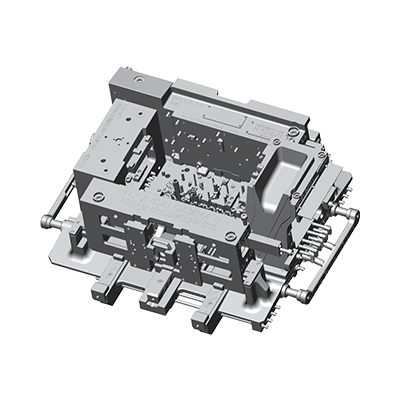
Теперь, когда мы говорим об автомобильных пресс-формах в этом секторе, мы, кажется, имеем в виду пресс-формы автомобильных крышек. Чтобы не путать с автомобильным штампом в широком смысле, при проводке лучше использовать автомобильный штамп крышки вместо автомобильного штампа.
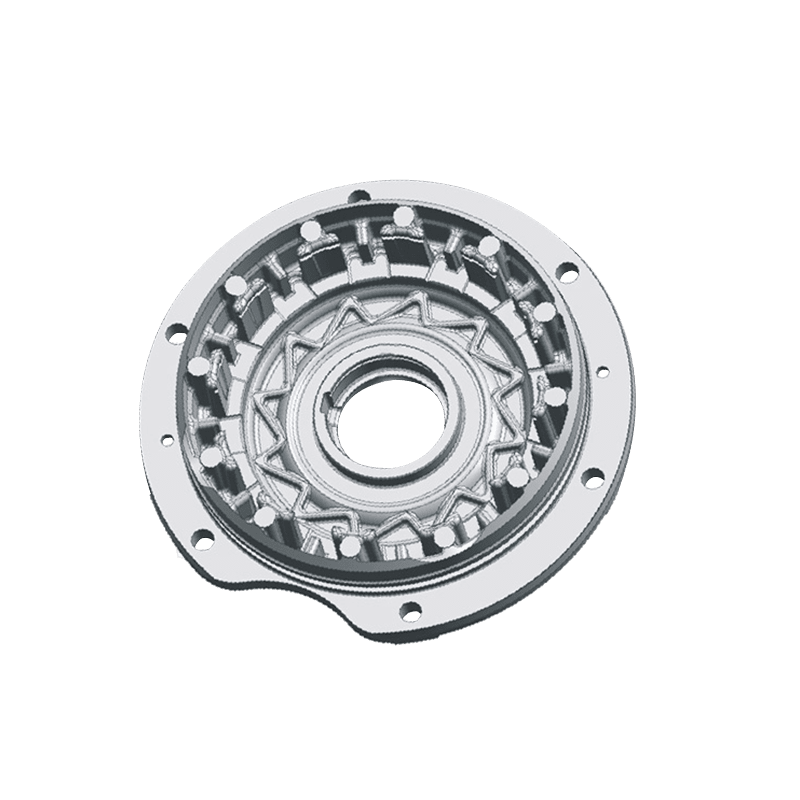
Пресс-формы, используемые для вулканизации и литья различных типов шин.
Классификация автомобильных шин:
1. Гибкая пресс-форма состоит из шаблонного кольца, втулки пресс-формы, верхней и нижней боковых пластин.
2. Две половины пресс-формы состоят из верхней и нижней форм.
Технология изготовления пресс-форм автомобильных шин (в качестве примера возьмем активную пресс-форму):
1. Отлить или выковать заготовку в соответствии со схемой пресс-формы шин, а затем выполнить черновую заготовку и термообработку. Заготовки пресс-форм для шин отжигают для устранения внутренних напряжений. Во время отжига их следует укладывать горизонтально, чтобы избежать чрезмерной деформации.
2. Просверлите подъёмные отверстия по чертежу, а затем обработайте наружный диаметр и высоту шаблонного кольца по чертежу полуфабриката токарной обработки. Используйте программу токарной обработки полуфабрикатов, чтобы повернуть внутреннюю полость кольца шаблона, и осмотрите шаблон токарной обработки полуфабрикатов после точения.
3. Используйте обработанный электрод шаблона формы шины для формирования внутреннего шаблона кольца шаблона с помощью электроэрозионной обработки и используйте модель для тестирования.
4. Разделите круг выкройки на несколько частей в соответствии с требованиями производителя, проведите соответствующие линии разметки и поместите их в оснастку для пробивки заднего поясного отверстия и наметки нити.
5. В соответствии с равными частями, разделенными в процессе 8, выровняйте и отрежьте по линии разметки.
6. Вырезанные блоки шлифуются, углы, корни и вентиляционные отверстия сверлятся в соответствии с требованиями чертежей.
7. Равномерно нанесите пескоструйную очистку внутри полости шаблонного блока, требуя одинаковых цветов.
8. Соедините шаблонное кольцо, формующую втулку, верхнюю и нижнюю боковые пластины, чтобы завершить форму шины.