简体中文
简体中文 Español
Español English
English Высокая точность формы для гравитационного литья достигается за счет многогранного контроля и оптимизации, что является важной технологией в литейной промышленности. В процессе гравитационного литья точность формы напрямую влияет на качество отливки. Таким образом, конструкция пресс-формы, выбор материала, производственный процесс и контроль качества являются ключевыми факторами, влияющими на точность пресс-формы.
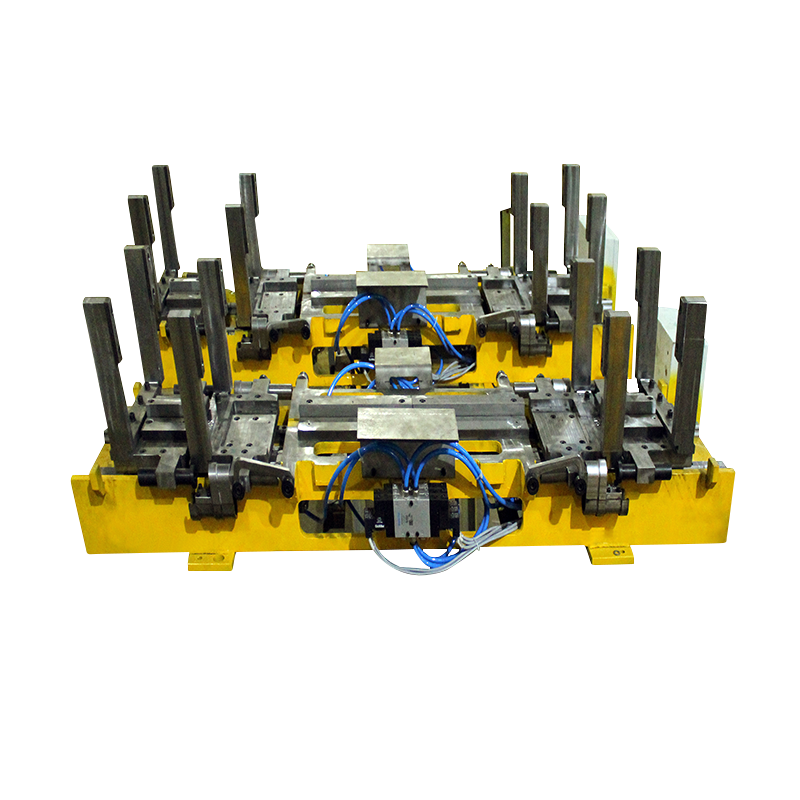
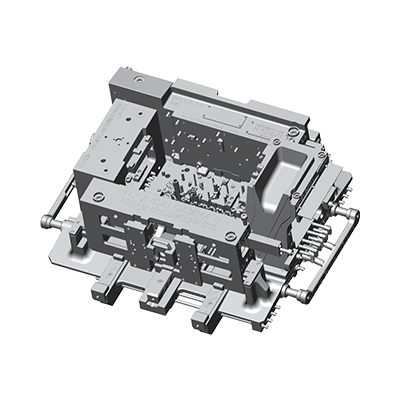
Проектирование пресс-форм является важным звеном в обеспечении высокой точности форм для гравитационного литья. В процессе проектирования формы необходимо учитывать размер, форму и структурные характеристики отливки, а также разумно спроектировать структуру полости формы и положение ее размещения. С помощью программного обеспечения для проектирования, такого как CAD/CAM, можно трехмерно смоделировать форму и проанализировать ее текучесть, чтобы оптимизировать структуру формы, уменьшить термическое напряжение и деформацию, а также повысить точность отливки. В то же время, в соответствии с конкретными требованиями применения, выбор правильного материала формы также является важной частью проектирования формы.
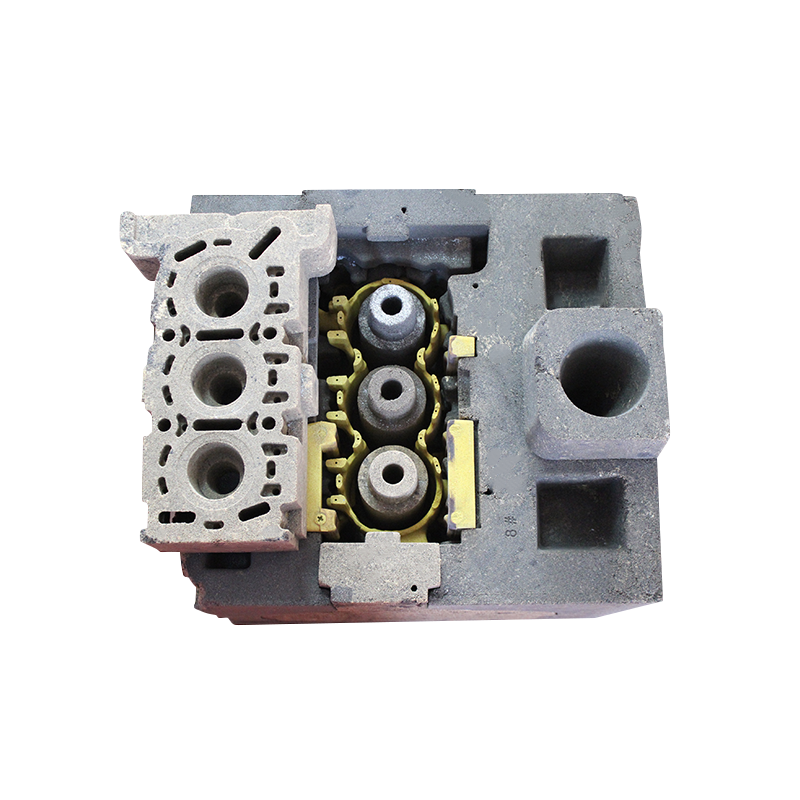
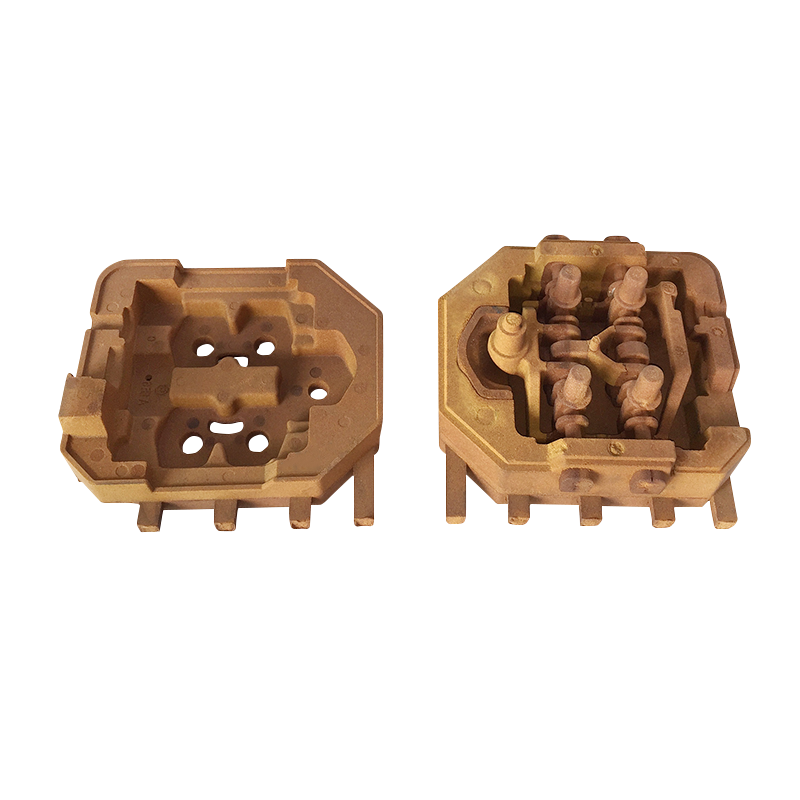
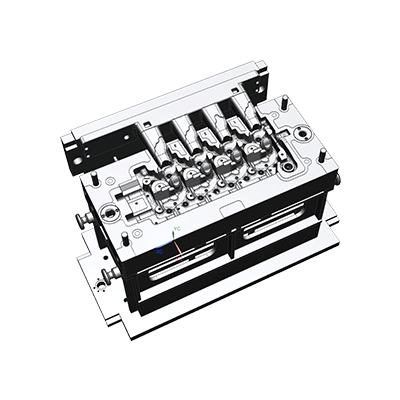
Выбор материала формы также оказывает важное влияние на точность форм для гравитационного литья. Материал формы должен иметь хорошую теплопроводность и термическую стабильность, чтобы отливка могла сжиматься равномерно в процессе охлаждения и уменьшать деформацию. К распространенным материалам пресс-форм относятся чугун, литая сталь, алюминиевый сплав и т. д., а соответствующий материал выбирается в соответствии с конкретными требованиями применения. В то же время необходим строгий контроль качества материала формы, чтобы гарантировать, что его качество соответствует стандартным требованиям.
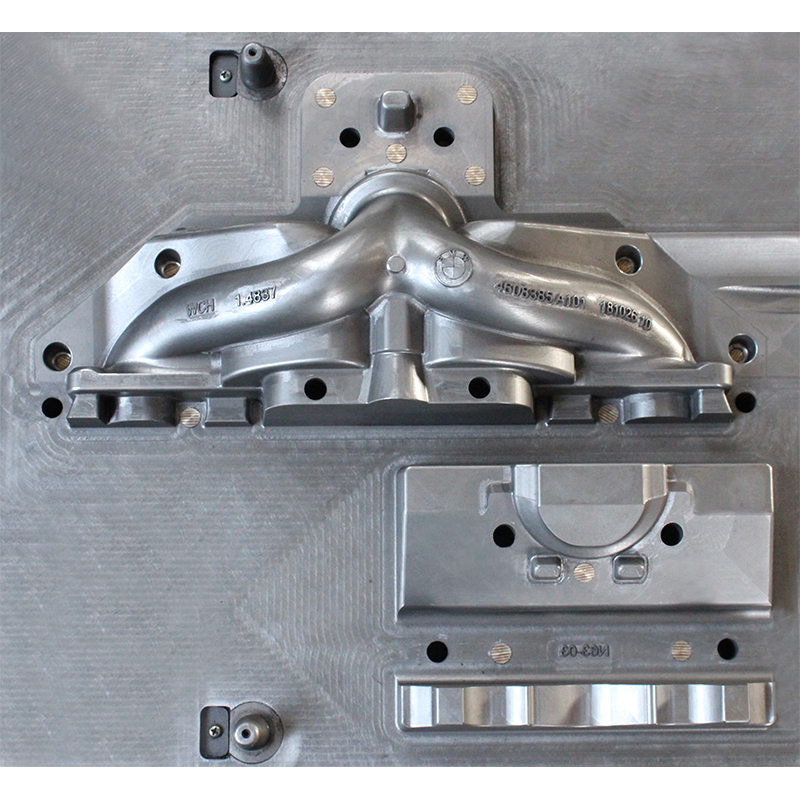
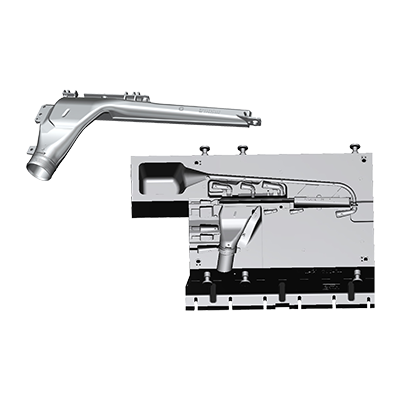
Точность обработки и контроль процесса при изготовлении форм имеют решающее значение для точности форм для гравитационного литья. Точность обработки форм включает в себя точность размеров, шероховатость поверхности и точность формы форм. В процессе изготовления пресс-форм для обеспечения требований к точности пресс-формы требуется высокоточное технологическое оборудование и процессы, такие как обрабатывающие центры с ЧПУ, станки для резки проволоки и т. д. В то же время термообработка и обработка поверхности формы также должны строго контролироваться, чтобы улучшить твердость и износостойкость формы.
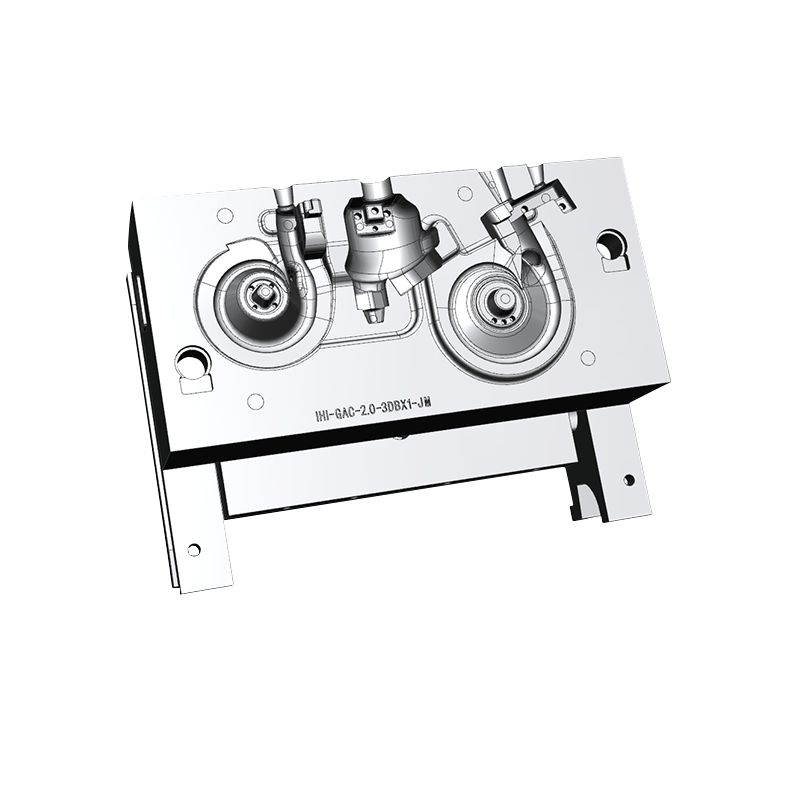
Оптимизация и контроль параметров процесса литья также являются ключом к достижению высокой точности форм для гравитационного литья. Параметры процесса литья включают температуру заливки, скорость заливки, время охлаждения и т. д. Разумно выбирая и регулируя эти параметры, можно контролировать процесс течения и затвердевания расплавленного металла, можно уменьшить такие дефекты, как термическое напряжение и усадочные отверстия, а также повысить точность. отливок можно улучшить. В то же время для крупных форм можно использовать сегментную заливку для уменьшения температурных градиентов и термических напряжений и повышения общей точности отливок.